Questions? Get instant answers.
Ask the AI AnswerTool ►
Ask the AI AnswerTool ►
The following information outlines the welded steel preparation process for steel tanks, stacks, ducts or other fabricated equipment for fluroropolymer linings. These steps need to be completed prior to the transport of the equipment to Electro Chemical for fluroropolymer lining implementation.
Watch our process video and then follow the instruction steps below:


A. Material
Material shall be new, full weight steel, free from laminations or other physical imperfections. All plates shall be flat, with no appreciable buckle or warpage. All sharp edges on sheared plates must be removed, especially on the inside of tanks. The thickness and weight per square foot shall be within the A.S.T.M. and A.N.S.I. mill tolerances as shown.
| Plate Thickness | Pounds Per Square Foot |
|---|---|
| 12 Gauge 7/64″ (.1046) | 4.385 |
| 10 Gauge 9/64″ (.1345) | 5.63 |
| 3/16″ | 7.65 |
| 1/4″ | 10.2 |
| 5/16″ | 12.3 |
| 3/8″ | 15.3 |
| 7/16″ | 17.9 |
| 1/2″ | 20 |
All dimensions and tolerances shall be specified. Fabrication dimensions must allow for lining thickness, with particular attention to hinged covers, sight glasses and lined bolt holes. Critical dimensions will be so identified.
B. Construction
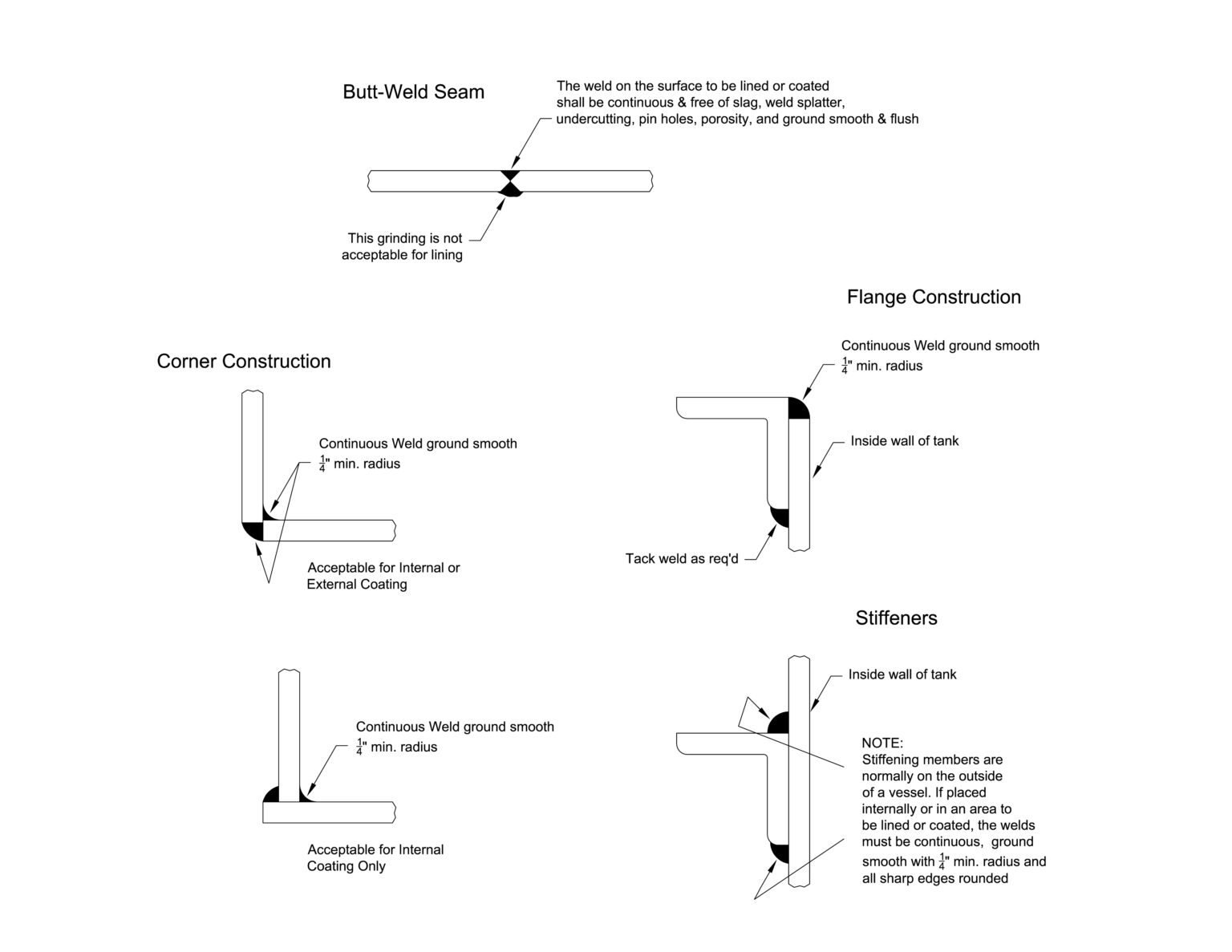
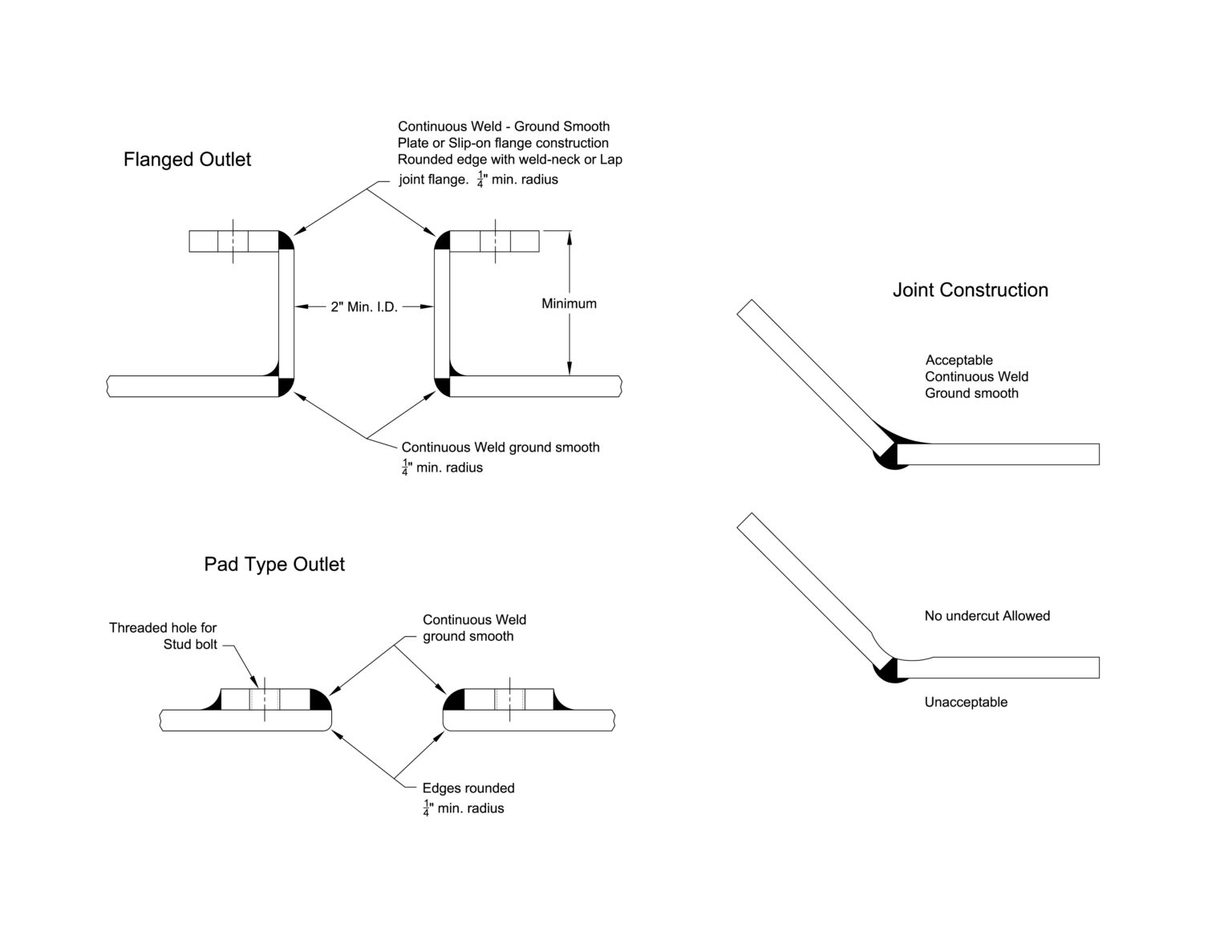
C. Welding and Grinding
D. Outlets
E. Domes and Fittings
When cast iron or steel domes and fittings are specified, they shall be free from porosity and sand holes.
F. Tests
G. Inspection
Electro Chemical and/or final customer reserves the right to inspect all tanks at the vendor’s plant, both during fabrication and on completion.
H. Rejection
Failure of a tank to meet the above specifications in any detail shall constitute sufficient cause for rejection of such tank and for it to be returned to the vendor at the vendor’s expense.
I. Shipment
Tanks shall be loaded and secured for shipment in such a manner as to insure delivery to Electro Chemical in first-class condition. If the weight exceeds 1,000 lbs., such weight is to be painted on the tank in a conspicuous place. Cylindrical tanks with manholes shall be loaded with manholes 45º from bottom. Open top rectangular tanks shall be loaded with open side upward unless prohibited by lack of clearance.
Please contact us for assistance with preparing welded steel tanks, stacks, ducts or other fabricated equipment for fluoropolymer lining.